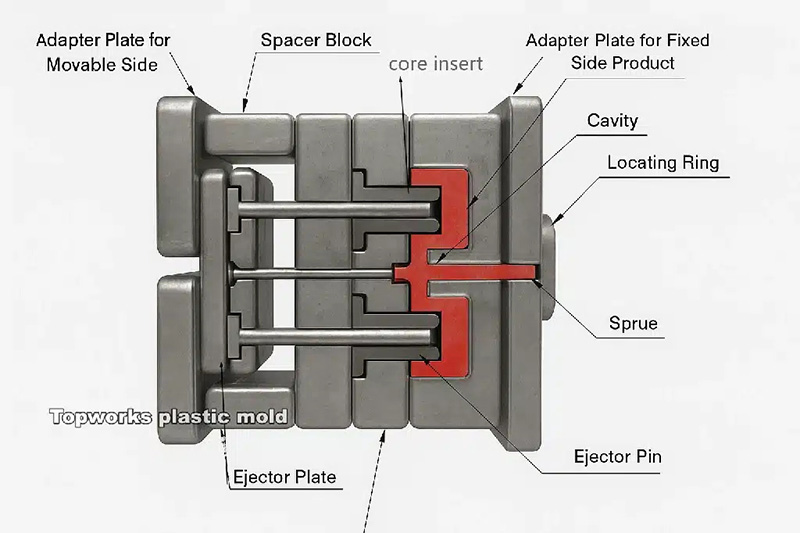
نحوه خروج قطعات از قالب (پران قالب تزریق)وقتی به یک قطعه پلاستیکی نگاه میکنیم، شاید هیچوقت فکر نکنیم که این قطعه چطور از داخل قالب فلزی بیرون میآید بدون اینکه آسیب ببیند یا تغییر شکل کند. راز این فرآیند، چیزی است به نام پران قالب تزریق. این سیستم کوچک اما حیاتی، نقش کلیدی در تولید قطعات پلاستیکی دارد و باعث میشود هر قطعه سالم و بدون مشکل از قالب خارج شود.
فهرست مطالب
Toggle
پران قالب تزریق چیست؟
به زبان ساده، پران قالب تزریق مثل یک دستیار دقیق و مهربان برای قطعه است. پس از اینکه پلاستیک داخل قالب ریخته شد، شکل گرفت و سرد شد، پرانها قطعه را به آرامی از قالب خارج میکنند. بدون پرانها، قطعه ممکن بود در قالب گیر کند، تغییر شکل دهد یا سطحش خراش بخورد.
چرا قطعهها گیر نمیکنند؟
شاید فکر کنید که پلاستیک سرد شده سخت است و بیرون آوردن آن سخت باشد. اما قالبها و پرانها به دقت طراحی شدهاند تا قطعه به راحتی از قالب خارج شود. مهمترین نکته این است که سطح قالب صاف و بدون برجستگیهای ناخواسته است و پرانها در محل مناسب قرار گرفتهاند تا فشار به صورت یکنواخت اعمال شود. همین کار ساده باعث میشود قطعه بدون مشکل از قالب بیرون بیاید.
نقش اپراتور دستگاه تزریق
اینجاست که اپراتور دستگاه تزریق وارد ماجرا میشود. او کسی است که دما، فشار تزریق و تنظیمات پران را مدیریت میکند.
تنظیم دما: اگر دمای قالب یا پلاستیک بیش از حد بالا یا پایین باشد، قطعه به سختی از قالب خارج میشود یا ممکن است سطحش خراب شود.
تنظیم فشار پران: فشار باید کافی باشد تا قطعه به آرامی خارج شود، نه آنقدر زیاد که باعث ترک خوردن یا خراشیدگی شود.
سرعت پران: سرعت هم مهم است؛ پران خیلی سریع باعث آسیب به قطعه میشود و خیلی آهسته باعث کند شدن چرخه تولید میشود.
با ترکیب این تنظیمات، اپراتور اطمینان حاصل میکند که هر قطعه دقیقاً همانطور که طراحی شده، سالم از قالب خارج شود.
انواع پران قالب تزریق
برای کسی که فنی نیست، کافی است بدانیم که انواع پرانها طراحیهای مختلفی دارند تا با اشکال و اندازههای متفاوت قطعات سازگار شوند. بعضی پرانها شبیه میلههای ساده هستند، بعضی تیغهای یا سوپاپی تا فشار یکنواخت روی قطعه وارد شود. همهی آنها یک هدف دارند: خارج کردن ایمن قطعه از قالب.
نقش پرانها در کاهش زمان و هزینههای تولید
یکی از نکات جالب در فرآیند تولید قطعات پلاستیکی، تأثیر مستقیم پرانها بر سرعت و هزینه تولید است. وقتی یک قالب درست طراحی شده و پرانها به درستی در آن قرار گرفته باشند، قطعات سریع و سالم از قالب خارج میشوند.
اگر پرانها نبودند یا درست کار نمیکردند، قطعات ممکن بود گیر کنند، شکسته شوند یا تغییر شکل دهند. این مشکلات نه تنها زمان چرخه تولید را طولانی میکنند، بلکه باعث افزایش هزینه تعمیر قالب یا جایگزینی قطعه میشوند. به زبان ساده، هر ثانیهای که پرانها کمک میکنند تا قطعه سالم خارج شود، صرفهجویی در زمان و هزینه تولید است.
پرانهای فنردار؛ راحتی برای اپراتور و کاهش اجرت کار
برخی از پرانها مجهز به فنر داخلی هستند. این یعنی وقتی چرخه تزریق کامل شد، قطعه به صورت خودکار و بدون نیاز به فشار مستقیم اپراتور از قالب بیرون میآید.
مزایای این سیستم ساده ولی مؤثر عبارتند از:
کار اپراتور بسیار راحت میشود: فقط باید قالب و دستگاه را تنظیم کند و نیازی نیست هر بار با دست یا ابزار فشار وارد کند.
کاهش خطا و آسیب به قطعه: فنر فشار یکنواخت و ملایمی وارد میکند، بنابراین قطعات بدون خراش، ترک یا تغییر شکل خارج میشوند.
صرفهجویی در اجرت تولید: چون نیازی به دخالت دستی اپراتور در هر قطعه نیست، چرخه تولید سریعتر شده و هزینه نیروی کار کاهش مییابد.
به زبان ساده، پرانهای فنردار مثل یک دستیار هوشمند عمل میکنند که هم سرعت تولید را بالا میبرد، هم کیفیت قطعه را تضمین میکند و هم کار اپراتور را سبکتر میکند.
نحوه محاسبه محل قرارگیری پرانها و نقش طراح قالب
تصور کن قالب یک خانه کوچک برای قطعه پلاستیکی است. وقتی پلاستیک داخل قالب ریخته شد و شکل گرفت، باید از قالب خارج شود بدون اینکه آسیب ببیند. اینجاست که محل قرارگیری پرانها اهمیت پیدا میکند. اگر پرانها در جای درست نباشند، قطعه ممکن است گیر کند، تغییر شکل دهد یا سطحش خراش بخورد.
وظیفه طراح قالب
طراح قالب کسی است که محل، تعداد و نوع پرانها را مشخص میکند تا قطعه به بهترین شکل از قالب خارج شود. این کار نیاز به محاسبات دقیق و تجربه عملی دارد.
محاسبه محل پرانها: طراح باید مشخص کند کجا پرانها روی قطعه فشار وارد کنند تا کل قطعه یکنواخت و سالم خارج شود. این محلها معمولاً روی نقاط ضخیم یا دیوارههای صاف قطعه انتخاب میشوند.
تعداد پرانها: بیش از حد پران قرار دادن باعث هزینه زیاد و پیچیدگی قالب میشود، کم بودن آنها باعث آسیب به قطعه میشود. طراح با محاسبات مهندسی و تجربه، تعداد بهینه را تعیین میکند.
نوع پران: بعضی نقاط قطعه نیاز به پران گرد ساده دارند، بعضی نیاز به پران تیغهای یا سوپاپی تا فشار یکنواخت باشد. انتخاب نوع پران هم با محاسبه نیروهای لازم انجام میشود.
محاسبات مهم در تعیین محل پرانها
طراح قالب از چند نکته مهم استفاده میکند:
توزیع نیرو: هر پران باید فشار لازم برای بیرون آوردن قطعه را تامین کند. اگر فشار نابرابر باشد، قطعه خم میشود یا سطحش خراشیده میشود.
ضخامت و شکل قطعه: قطعات ضخیمتر نیاز به پران در نقاط بیشتری دارند، قطعات ظریف باید با پرانهایی که سطح تماس مناسب دارند بیرون بیایند.
انقباض پلاستیک: وقتی پلاستیک سرد میشود، کمی کوچک میشود. طراح با محاسبات انقباض، محل پرانها را طوری انتخاب میکند که فشار مناسب وارد شود و قطعه گیر نکند.
جایگذاری نزدیک به نقاط تزریق: پرانها معمولاً نزدیک به بخشهایی که جریان پلاستیک وارد قالب شدهاند قرار میگیرند تا قطعه به راحتی آزاد شود.
نقش مهم طراح در عملکرد پرانها
بدون محاسبات و طراحی دقیق، حتی بهترین پرانها هم نمیتوانند کار کنند. طراح قالب، با توجه به:
شکل قطعه
جنس پلاستیک
ضخامت و توزیع دیوارهها
تجربه و قوانین استاندارد مهندسی
محل و نوع پرانها را مشخص میکند تا اپراتور دستگاه تزریق بتواند به راحتی قطعه را سالم و سریع خارج کند.
نقش قالبساز در اجرای طرح
بعد از اینکه طراح قالب محل و نوع پرانها را مشخص کرد، نوبت به قالبساز میرسد. قالبساز کسی است که طرح روی کاغذ و مدل سهبعدی را به یک قالب واقعی و عملیاتی تبدیل میکند.
وظایف مهم قالبساز شامل:
ماشینکاری دقیق قالب: قالبساز با استفاده از ابزارهای دقیق، محل پرانها، مسیر جریان پلاستیک و ابعاد قطعه را طبق طرح اجرا میکند. هر میلیمتر اشتباه میتواند باعث گیر کردن قطعه شود.
مونتاژ پرانها: پرانها باید در محل مشخص شده نصب شوند و با سیستم فنر یا ساده به درستی کار کنند. قالبساز مطمئن میشود که فشار و حرکت پران یکنواخت باشد.
کنترل کیفیت قالب: قبل از اینکه قالب وارد چرخه تولید شود، قالبساز قالب را آزمایش میکند تا مطمئن شود قطعات به راحتی و بدون مشکل از قالب خارج میشوند.
هماهنگی با اپراتور: قالبساز نکات عملیاتی قالب و تنظیمات پرانها را به اپراتور آموزش میدهد تا چرخه تولید بهینه انجام شود.
به زبان ساده، طراح قالب نقشه میدهد و قالبساز آن را به واقعیت تبدیل میکند. بدون قالبساز ماهر، حتی بهترین طراحی هم نمیتواند نتیجه خوبی بدهد.
جمعبندی
وقتی یک قطعه پلاستیکی را در دست میگیرید، بدانید که پران قالب تزریق، طراح قالب، قالبساز و اپراتور ماهر پشت صحنه هستند تا قطعه سالم، سریع و بدون مشکل از قالب خارج شود. طراحی مناسب پرانها، تنظیم دقیق فشار و سرعت، پرانهای فنردار، محاسبات دقیق محل پرانها و اجرای دقیق قالب توسط قالبساز باعث میشود که تولید بهینه، با کیفیت و کم هزینه انجام شود.
این سیستم کوچک اما حیاتی، راز تولید قطعات پلاستیکی سالم و با کیفیت است و نقش مهمی در کاهش زمان و هزینههای تولید دارد.
اعتماد به مجموعه و تجربه موفق در بازار
اگر شما هم به دنبال تولید قطعات پلاستیکی با کیفیت بالا، سالم و دقیق هستید، میتوانید روی تجربه و تخصص ما حساب کنید. ما با طراحی اصولی پرانها، اجرای دقیق قالب توسط قالبساز ماهر و پشتیبانی اپراتور حرفهای اطمینان میدهیم که هر قطعه با بهترین کیفیت از قالب خارج شود.
با اعتماد به مجموعه ما، نه تنها محصول شما کیفیت و دوام بالایی خواهد داشت، بلکه میتوانید نتایج بهتری در بازار فروش تجربه کنید و رضایت مشتریان خود را جلب نمایید.
📞 جهت مشاوره و سفارش ساخت قالب تزریق پلاستیک:
تماس با ما
برای سفارش ساخت قالب تزریق پلاستیک و مشاوره رایگان، با ما در ارتباط باشید:
- تلفن تماس:
۰۹۱۲۴۲۱۰۳۲۰ (آقای بزرگی) - ایمیل:
mosalasetarahi@gmail.com
- تلفن تماس: